Hogyan válasszunk egy fűrészlapot egy közönséges fogyasztó számára, ha ilyen szükség van? A leglogikusabb megoldás, ha egy szaküzletben segítséget kérünk egy tanácsadótól: mindent elmagyaráz, elmondja és megmutatja. Annak érdekében, hogy a beszélgetést egy szakértővel érdemesebbé tegyük, jó lenne, ha legalább egy általános elképzelést kapnánk a szerszámról, mielőtt a boltba kerülne.

A fűrészfűrész
célja A "mitre" név maga jelöli ennek a fűrésznek a célját - a munkadarab végeinek kialakítását, a fát vágva a szálakon. Ebben különbözik a legközelebbi rokonától - egy körfűrésztől, amelyet általában faanyag hosszirányú vágásához használnak.
A modern, erőteljes motorok és a rendkívül tartós fűrészlapok nemcsak fa, hanem műanyag, vékony fémprofilok és csövek, valamint faalapú kompozit anyagok vágására is alkalmasak. Ezen anyagok esetében a "hosszirányú" és a "keresztirányú" fogalmak nagyon feltételesek: ha ilyen kifejezéseket használnak, akkor nem az anyag felépítéséről, hanem egy adott üres alakról van szó. Természetesen a munkadarab alakja nagyon változatos lehet, néha egyértelműen meghatározott hossztengely nélkül.

 2
2 A gérfűrész egy vagy másik alkalmazhatóságát kizárólag egy adott munkadarab adagolásának kényelméből határozzuk meg. Így a „mitre saw” nevet nem lehet teljes mértékben tükrözni ennek a szerszámnak a potenciáljával, csak egy ilyen nevet történelmi helyzetben mozgó vágóegységgel rögzített álló körfűrészekhez rögzítettek.
A gérfűrész nemcsak egyenes szögben, hanem önkényesen kiválasztott szögben is vághat anyagot, amelyre néha elektromos áramütésnek hívják. Ezenkívül sok modern eszközben a szög nemcsak a vízszintes, hanem a függőleges síkban is megváltoztatható, azaz hajlítás alatt hajlítható. A gérvágó fűrészlap segítségével szükség esetén a hornyokat is kiválaszthatja.

Mint látható, az eszköz lehetőségei sokkal szélesebbek, mint először gondolta. Nem meglepő, hogy a vágás egyre gyakrabban megtalálható a kis asztalosüzemekben, építési helyeken, otthoni műhelyeken. Segítségük az ablakkeretek és ajtókeretek gyártásában, padlóburkolatokban (parketta, lamellás, padlóburkolatok) és egyéb befejező munkákban (ácsmunkák, különböző alumínium- és műanyag profilok), fából készült bútorok gyártásában történik.
A fűrészfűrész készüléke és funkcionalitása
A trimmer könnyen érthető az ábrán, amely a szerszám fő összetevőit mutatja. Minden más csak olyan kiegészítők, amelyek nem változtatják meg a működés elvét, hanem csak a funkcionalitást és a használhatóságot javítják.
 2'0 > . Kezelje a bekapcsológombot.
2'0 > . Kezelje a bekapcsológombot. . Fűrészlap
5 . Megáll a betakarításhoz.
6 . A táblázat rögzítésének mechanizmusa egy adott szögben.
9 . Függőleges szögbeállító mechanizmus.
1037 °. Porgyűjtő.
A fűrészfűrész fő elemei egy elektromos motor és egy kiváló minőségű, nagy teherbírású acélból készült fűrészlap. A motor, a fűrészlap és az őket összekötő sebességváltó funkcionális egységet képez, és itt egy fogantyú kapcsoló kapcsolóval.
Az egész egység az alaphoz van csatolva - az ágy, amelyen a fűrészlapot rögzítik. A rögzített fordulókör alapján, a vágás szögének beállításakor és a hangsúlyban. A viszonylag drága eszközök ágyai tartós és könnyű alumínium- vagy magnéziumötvözetekből készülnek, ami nem csak az alap megbízhatóságát, hanem a teljes műszer mozgását is csökkenti a súly csökkentésével.
A függvényblokk egy rugós támasztó csukló segítségével egy forgó karon keresztül kapcsolódik a kerethez. Az elfordítható kar az inga, és az ilyen típusú gérfűrészek az inga.
Az inga biztosítja a munkamodul mozgását. A vágás elvégzéséhez a kart le kell engedni, a fűrészlapot a helyhez kötött munkadarabba kell fojtani (az akadálytalan fűrészeléshez az ágy forgórészében nyílás van). Ez a fűrészlap legegyszerűbb változata. Általában minden modern modell olyan mechanizmussal rendelkezik, amely biztosítja az asztali forgást az összes mechanizmussal együtt a vízszintes síkban.

Így a vezetők és az asztali elemek helyhez kötöttek, és maga a szerszám a vízszintes sík helyzetét is megváltoztatja. Egy ilyen eszköz használata több lehetőséget biztosít a vágáshoz.

Kombinált fűrészeknél van egy másik csukló, amely lehetővé teszi a kar forgását a függőleges tengelyhez képest (azaz ilyen fűrészeknél a vágási szög két síkban változtatható). Gyakran a vízszintes tengely körül történő forgatás csak egy irányban engedélyezett - szemben az elektromos hajtással.

De vannak olyan modellek, amelyek lehetővé teszik mindkét irányban dönthetőségét.

Az ilyen technikai megoldások ismételten kibővítik az eszköz funkcióinak listáját. A függőleges vágással kapcsolatos lejtés lehetővé teszi, hogy a munkadarab magassága nagyobb legyen, mint a lemez aktív sugara.

A fűrészlap fűrészszélessége viszonylag kicsi, különösen szögben vagy dőlésszögben. Például egy 10 hüvelykes lemezzel, egy derékszögben álló átlagos ingafűrész egy 95 * 95 mm-es sávot vagy 69 * 135 mm-es táblát vág le (ha bármilyen más szöget telepít, a munkadarab megengedett mérete csökken). Más szavakkal, a gérvágó fűrész nem csak hosszirányú vágáshoz, hanem széles keresztmetszetű munkadarabokhoz is alkalmas.
A vágás szélességének növelése érdekében a fűrész egy vontatási funkcióval rendelkezik. Az ilyen funkcióval rendelkező munkadarab nemcsak a csuklópánt tengelye körül mozog, hanem a vágóvonal mentén a vezetőrudak mentén, aminek köszönhetően a maximális vágási szélesség 90 ° -os szögben 80–180 mm-ről 280–340 mm-re nő. Az ilyen szerszámok keresztmetszetű fűrészek vagy vízszintes fűrészek. Ebben az esetben a fűrésznek a munkadarab mentén történő mozgatására szolgáló mechanizmusok a készülék gyártójától és modelljétől függően eltérőek.


Fajok és motorválasztás a vágáshoz
Leggyakrabban a fűrészfűrész motorja a munkalemez jobb oldalán található. Néhány egység esetében azonban a munkafelület nézetének maximalizálása érdekében eltolódik (függetlenül attól, hogy a kezelő melyik kezével dolgozik), és hogy ne hozzon létre akadályokat ferde vágással - az ilyen fűrészek esetében általában a munkafej dőlésszöge mindkét irányban.
Kétféle elektromos motor van felszerelve a trimmerekre - aszinkron és kollektor.
Aszinkron motor
Az aszinkron motor gazdaságosabb, megbízhatóbb és csendesebb. Nincs semmilyen kapcsolata, ami azt jelenti, hogy semmi sem teszi a zajt, túlmelegedést és a külső tényezők hatására - por, páratartalom, rezgés. A csapágyakon kívül egyszerűen nem lehet semmit sem viselni, így az ilyen egységek évtizedekig panasz nélkül is szolgálhatnak. Azonban nem minden villamos szerszámgyártó igyekszik termékeiket ilyen látszólag ideális motorokkal felszerelni, mivel aszinkron motorjaik és saját hátrányuk van - alacsony teljesítményük, elég nagy súlyukkal.

Például az ilyen típusú 2 kilowattos motor több mint 20 kilogramm súlyú. El kell ismernie, hogy nagyon nehéz manuálisan mozgatni a munkadarabot egy ilyen kiegészítővel. Ezen túlmenően, ha ipari frekvenciával táplálják, az aszinkron motor alapvetően nem képes elérni a 2850 rpm-nél nagyobb sebességet. / perc Természetesen a modern anyagok használata és a magas frekvenciájú áramellátás a motornak bizonyos mértékig ezeknek a problémáknak a szintjén, de nem távolítják el őket teljesen.

A kollektormotor
A kollektormotorok a méret és a teljesítmény szempontjából sokkal vonzóbbak. Az összehasonlítható tömegű kollektormotor nyomatéka többszöröse, mint az aszinkron. 5-10 ezer kötetet tud kiadni. / perc és a forradalmak ellenőrzésének és stabilizálásának rendszere sokkal egyszerűbb.

Nem meglepő, hogy a kollektormotorok hátrányai ellenére (magas zajszint, a rendszeres karbantartás szükségessége a kollektor kefék cseréjéhez) a legtöbb gérfűrész van felszerelve.

Kefe nélküli motor
A modern félvezető technológiákon kívül még egy lehetőség áll rendelkezésre - az aszinkron és a kollektor típusai között az arany. A szelepről vagy a kefe nélküli motorokról beszélünk (az angol kefe nélküli ecset nélküli BL betűkkel vannak jelölve). A szelepmotorokban a kefe-kollektor egységet egy elektronikus egység váltotta fel, amely elhanyagolható ellenállással és az elektronikus teljesítményszelepek hatalmas kapcsolási sebességével jellemezhető.


Ez a típusú motor ötvözi az aszinkron és a kollektor minden előnyét - nagy nyomaték és hatékonyság, csendes működés, szerénység külső tényezők, hosszú élettartam, nincs szükség rendszeres karbantartásra.A modern, magas minőségű fűrészeknél egyre gyakrabban kerülnek beépítésre a szelepmotorok, mivel az egyetlen hátrányuk - a magas ár - több mint ellensúlyozható az ilyen nagy előnyökkel.
A sebességváltók típusai, előnyei és hátrányai
Az elektromos motor és a fűrészlemez közötti összekötő csatlakozó a hajtómű, amely a motor nyomatékát továbbítja és átalakítja. A gérvágó fűrészeknél kétféle sebességváltót használunk - hajtóművel vagy szíjhajtással.
A merev tengelycsomót biztosító fogaskerekek megbízhatóbbak. Nem csúsznak és nem repülnek le, mint egy öv, és nincs semmi szakadás ott. Úgy tűnik, hogy a gyártó fűrészfűrészeknek előnyben kell részesíteniük egy ilyen megbízható rendszert. A gyakorlatban azonban ezeken az eszközökön az övhajtás gyakrabban látható, mint egy fogaskerék. Mi az oka? A megbízható hajtóműnek hátránya van. Vészhelyzet esetén a sebességváltó meghibásodhat, és a szakszervizben szükségessé válik annak teljes cseréje vagy komoly javítása.
A szíjhajtás „megbízhatatlansága” különböző szemekkel is megtekinthető. Igen, néha az öv elrepül vagy akár megszakad, de a helyére történő telepítéshez vagy új helyettesítéshez nem szükséges speciális ismeretek és készségek - a szokásos felhasználó megbirkózik ezzel a feladattal. Ezenkívül az öv bizonyos radiális és axiális rezgéseket csillapít, ami csökkenti a csapágyak és más motoralkatrészek kopását. Vészhelyzeti szerszám túlterhelés esetén (például amikor a fűrészlap elakadt), még egy jól feszített öv is csúszik, ami megmenti a motor fémrészeit a megsemmisítésből. És az övhajtással ellátott fűrészek zajai összehasonlíthatatlanul kevesebbet termelnek, ami szintén meglehetősen jelentős tényező.

mérőfűrész övhajtással.
Bizonyos gyártók (köztük a Bosch és a DeWalt, mint például a hitelesek) kizárják a hajtóművet számos modelljükből, mivel a fűrészlemezt közvetlenül a motor tengelyére szerelték. Ez a megoldás előnyei és hátrányai is. Egyrészt a csapágyak terhelése megnő, másrészt a szerszám által kibocsátott zaj csökken, a terv megbízhatósága nő, a karbantartás és javítás egyszerűsödik.
Teljesítmény és fordulatok száma
A fűrészfűrészek teljesítménye a modelltől függően 800 és 2500 W között változhat. A 1600-1800 W-t az arany-átlagnak tekintik - a leginkább az ilyen hatalom eszközei a leginkább igényeltek, mert a munkahelyükön és a kis termelésben egyaránt jól kezelik feladatukat.
Mi ad nekünk egy ilyen paraméter értékének ismeretét energiafogyasztásként? Először is, a gérfűrész és a feldolgozandó anyag szerkezetének megfelelő korrelációja megakadályozza a szerszám túlterhelését, ami meghosszabbítja az aktív működés idejét.
Másodszor, minél nagyobb a fűrész teljesítménye, annál nagyobb a lemez átmérője, amelyet rá lehet szerelni. Ezt az állítást megerősítő példaként hasonlítsuk össze a Bosch két vágófűrészét. A PCM 7 modellnél, amelynek teljesítménye 1100 W, válassza ki a legfeljebb 190 mm átmérőjű lemezt. A 2000 W kapacitású GCM 10 J Professional esetében azonban 254 mm átmérőjű lemez alkalmas. Ne feledje, hogy a fűrész teljesítményének és a tárcsa külső átmérőjének növekedésével a szerszám méretei és súlya nő. Tehát az első példaként megadott modell 9 kg súlyú, a második már 14,5 kg.
Egy másik technikai jellemző, amelyet figyelembe kell venni a fűrészlap kiválasztásakor a fűrészlap fordulatainak száma. Ennek a paraméternek a értéke 3200 és 6000 fordulat / perc között van. / perc A tiszta és kiváló minőségű vágás (a bevonat megmunkálása nélkül, fa szálak hasítása stb.) Csak nagy sebességgel lehetséges. Így például, ha a fűrészlap átmérője 260 mm, a szögsebességének legalább 2800 fordulat / percnek kell lennie. / perc A drága szakmai modelleknél a szögsebesség általában nem kisebb, mint 4000-5000 térfogat. / perc még nagy lemezátmérőknél is. Számos gyártó kínál gérfűrészeket, amelyek fordulatszámát a jelenleg elvégzett munka típusától függően lehet beállítani.
Kiegészítő eszközök
Gyakorlatilag a modern fűrészfűrészek minden modelljében különböző kiegészítő eszközök és funkciók vannak a munka megkönnyítésére és a biztonság növelésére. A szerszám jövőbeni felhasználójának el kell döntenie, hogy a kiválasztási szakaszban melyikük valóban szükséges ahhoz, hogy megoldja a vele szemben álló tipikus feladatokat, és amely indokolatlan pénzpazarlás lesz.
1. A poreltávolító rendszer egy fúvókából és egy porszívó zsákból vagy ipari porszívó tömlőből áll, amelyhez csatlakozik.A második lehetőség előnyösebb, mert lehetővé teszi, hogy hatékonyabban lehessen megragadni a feldolgozott anyag finom porát, amely a pontos vágás végrehajtásakor keletkezik, amikor a fűrész nagy sebességgel és / vagy nagyobb számú fogakkal dolgozik. A poreltávolító rendszert nem szabad további, opcionális funkciónak tekinteni, még akkor is, ha szembe kell néznie a ház fűrészfűrészének kiválasztásával, vagyis alacsony intenzitású epizódos munkát feltételezünk. Porelszívó rendszer nélkül dolgozva nemcsak a műhelyben rendelkezésre álló berendezések biztonságát (és elsősorban a fűrészet), hanem a saját egészségét is veszélyezteti.
 2 A védőburkolat teljesen lefedi a munkadarabot, amíg bele nem esik a vágandó anyagba, ami jelentősen csökkenti a balesetveszélyt, ha a fűrészlapot használja.
2 A védőburkolat teljesen lefedi a munkadarabot, amíg bele nem esik a vágandó anyagba, ami jelentősen csökkenti a balesetveszélyt, ha a fűrészlapot használja.  2 A vágási mélység-korlátozó a munkadarabok vagy a profil-vágás elvégzésére szolgál.
2 A vágási mélység-korlátozó a munkadarabok vagy a profil-vágás elvégzésére szolgál.  2 A lézer a munkadarabon egy olyan vonalat rajzol, amelyen a fűrész vágás történik. Ennek az opciónak a jelenléte javítja a vágás pontosságát (különösen, ha a 90 fokos szögben történő fűrészelés), megkönnyíti a munkát, csökkenti az előkészítés idejét.
2 A lézer a munkadarabon egy olyan vonalat rajzol, amelyen a fűrész vágás történik. Ennek az opciónak a jelenléte javítja a vágás pontosságát (különösen, ha a 90 fokos szögben történő fűrészelés), megkönnyíti a munkát, csökkenti az előkészítés idejét.  2 A munkaterület megvilágítása hasznos lehet olyan általános műhelyekben vagy műhelyekben, ahol nincs elég általános világítás. 2 A zökkenőmentes indítás fokozatosan beállítja a motor fordulatszámát, amikor be van kapcsolva, ezáltal megakadályozza a szerszám „kiverését” az indításkor, ami csökkenti a fűrészhiba kockázatát az éles áramugrás és a szerszám elakadásának valószínűsége miatt.
2 A munkaterület megvilágítása hasznos lehet olyan általános műhelyekben vagy műhelyekben, ahol nincs elég általános világítás. 2 A zökkenőmentes indítás fokozatosan beállítja a motor fordulatszámát, amikor be van kapcsolva, ezáltal megakadályozza a szerszám „kiverését” az indításkor, ami csökkenti a fűrészhiba kockázatát az éles áramugrás és a szerszám elakadásának valószínűsége miatt. 7. Az automata kikapcsolás, amikor a fűrészlap elakadt, egy másik hasznos funkció a biztonság növelésére, ha a fűrészlapot használja.
8. A fordulatok számának beállítása lehetővé teszi a vágási sebesség változtatását. A legtöbb modell fűrészfűrésznél ez a funkció hiányzik. Lehetővé teszi azonban, hogy jobban beállítsa a fűrészelés folyamatát a feldolgozandó anyag jellemzői alatt. Ajánlott azoknak, akik nemcsak fát akarnak dolgozni, hanem különféle anyagokon alapulnak, pl. Műanyag, plexi stb.
9. A konstans sebesség támogatása a terhelés növelése közben. Ilyen funkció jelenlétében a motor fordulatszáma nem csökken erős nyomás mellett, mivel az elektronika a sebességet korrigálja. Ennek eredményeképpen a vágás tiszta és tiszta.
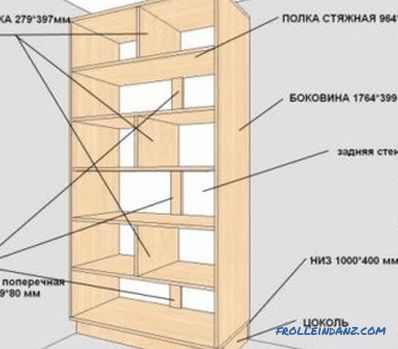
Fűrészlapok
Gyakran előfordul, hogy a kezdeti mesterek, akik nem rendelkeznek elegendő ismerettel, de nagy szándékkal szerezhetnek új eszközt, felteszik a kérdést: "Hogyan válasszunk egy fűrészlapot a fán?" Ez a kérdés nem teljesen helyes. Bármely vágás megbirkózik a fa vágásával, mert erre a célra készült. De mennyire élvezi a munka eredményét, nemcsak a szerszámtól, hanem a rá szerelt szerszámtól - a fűrészlaptól - függ.
1 . Technológiai rések.
. Leszállás átmérője.
4 . A külső átmérő értéke.
5 . A lemez maximális forgási sebessége.
6 . 96 fog fogantyúja.
A lemez külső és furatátmérője
A fűrészlapok kiválasztásakor a főbb paramétereket, amelyekre először figyelmet kell fordítani, a külső és a furatátmérők méretei. A ma gyártott gérfűrészek többsége úgy van kialakítva, hogy 30 mm-es furatátmérőjű lemezekkel működjön.
Kivételek vannak eltéréssel mind az egyik, mind a másik irányban, de viszonylag kevés. A fűrészlap külső átmérője sokkal szélesebb. A legtöbb futó kerék 10 hüvelyk és 12 hüvelyk. Ne feledje, hogy a 12 hüvelyk alatt a 300 és 305 mm, a 10 és a 10 hüvelyk között mind a 250, mind a 255, és akár 260 mm is lehet. A kisebb (185-216 mm) és nagyobb (legfeljebb 360 mm) átmérőjű lemezek kevésbé gyakoriak, mivel a megfelelő berendezés kevésbé áll rendelkezésre.

A fűrészlap átmérőjének növelése lehetővé teszi a nagyobb részek munkadarabjainak feldolgozását, miközben növeli a szerszám termelékenységét és a vágási minőséget ugyanolyan sebességgel. A nagyobb meghajtók azonban nagyobb nyomatékot igényelnek, és ezért további erőforrás-tartalékot igényelnek. Azonban a fűrészlapok használata, amelyek külső átmérője meghaladja a szerszám útlevélben megadott értéket, nem fog sikerülni: a vágószerkezet egyszerűen nem teszi lehetővé egy ilyen beépülő modul telepítését, amely különösen óvatlan felhasználókat tud megtakarítani a veszélyes kísérletekből. Lehet telepíteni egy kisebb lemezt, de ez nem ajánlott.Ez nemcsak a szerszám effektív sugara és termelékenységének elvesztéséhez vezet, hanem a számított dinamikus ellenállás csökkenéséhez is, ami azt eredményezi, hogy a motor „térbe léphet” a fordulatszám stabilizálása nélkül.
A fűrészlapok technikai jellemzői
A lábnyom méretének és a lemez megfelelő külső átmérőjének megfelelő, de nem elégséges feltétele annak, hogy a fűrészlapon egy adott művelet elvégzéséhez használjon - sok más árnyalat van figyelembe kell venni.
A külső és belső átmérőn kívül a lemezek a következő jellemzőkben különböznek:
- anyagtípus
- vastagság
- fogak száma és mérete,
- fogak és dőlésszög;
- megengedett forgási frekvencia.
típusú anyag. Az anyag típusától, amelyből a lemezeket készítik, mindegyikük monolitikus és karbidos. Monolitikus, nagy szén-dioxid- vagy nagysebességű acélból készült. Gyorsan unalmasak, de élezésnek vannak kitéve, és magad is megteheted. A tartós szerszámacélból készült karbid tárcsák keményfém forrasztócsúcsokkal vannak ellátva a fogak hegyén (a legtöbb esetben volfrámkarbid). Az ilyen lemezek a magas ár ellenére megbízhatóságuk és hosszú élettartamuk miatt népszerűek a szakemberek körében.

Monolit és karbid lemez.
A lemez vastagsága . A fűrészlap vastagsága meghatározza a vágási szélességet és a működési módot. A vékony lemezeket értékesebb fafajok vágására használják, gazdaságosak az anyagfogyasztásban, de kevésbé tartósak és tartósak. A vastag lemezek nagy erőforrással rendelkeznek, de durvább vágást végeznek.
A fogak száma és mérete . A fogak száma a lemezen, amely 8-10 és 80-90 között változhat, két tényezőt érinti - a vágás sebességét és minőségét. Minél több foga van a lemezen, a tisztító a vágás lesz, de minél alacsonyabb a sebesség. Ugyanez a kapcsolat áll fenn a fogak méretével is: a kicsi a lassú és szép vágásokhoz, nagyok a gyors, de durva vágásokhoz.A fogak alakja és dőlésszöge . A fogak alakja határozza meg a lemez alkalmazhatóságát egy adott művelet elvégzéséhez, egy adott anyag vágásához. Például egy trapéz alakú fog a fa, forgácslap, műanyag, színesfémek vágására alkalmas. A konkáv egyrétegű vagy kétrétegű bevonattal rendelkező anyagok, például laminált anyagok, valamint csiszolóanyagok vágására szolgál. Egy cserélhető fog (a fogak csúcsai váltakozva balra, majd jobbra) megtisztítják a fa, rétegelt lemez, MDF stb.
vagyis a vágóél felületének eltérése a fűrészlap sugarától. A fűrészáru és a fa tartalmú anyagok rippeléséhez általában a pozitív dőlésszögű (5 ° és 20 ° közötti) meghajtókat ajánljuk. A fűrészgépeken is használhatók, de a vágás durva lesz, bár gyors, a termelékenység növekedésével és a fogak dőlésszögének növekedésével arányos minőségcsökkenéssel.

A fogak pozitív dőlésszögűek.
A negatív lejtés (-5 °) ideális a vágáshoz: a folyamat lelassul, de a vágás tiszta lesz. A fogak nulla dőlésszöge azt jelzi, hogy ez a lemez kemény anyagokkal, például fémekkel való használatra tervezték.

Lemezfogak negatív döntéssel.
Lemezfordulatszám . A megengedett forgási sebesség 3800 és 23800 fordulat / perc között változhat. / perc Emlékeztetni kell arra, hogy a lemezen feltüntetett fordulatszámoknak szükségszerűen nagyobbnak kell lenniük, mint a gérvágó fűrész tengelyének forgási sebessége, különben a művelet során a korong egyszerűen törhet. Az Ön biztonsága közvetlenül függ ezen szabály betartásától!
Alapvető információ a lemezről - leszállás és külső átmérő, vastagság, fogak száma, cél, maximális megengedett fordulatszám - a vászon jelöléséből tanulhat. Azonban ezekkel az információkkal együtt nem mindig könnyű megtalálni, amire szüksége van, a boltok polcain lévő sokféle lemez között, ezért ne hagyja figyelmen kívül a szakértők tanácsát. A boltok eladók közül nem gyakran - jobb, ha segítséget kér egy olyan személytől, aki valóban tapasztalattal rendelkezik az ilyen felszerelésekkel kapcsolatban.
Ha nem volt olyan szakember, aki segítene Önnek a választásban, akkor két egyszerű szabályt kell követnie: először csak azokat a lemezeket használja, amelyek a gérvágó fűrészek erre a modelljére ajánlottak, és másodszor, csak vágja le az anyagot, amelyre a lemezt tervezték.
Ma a piac tele van úgynevezett "univerzális" lemezekkel, amelyek a reklám szerint bármilyen típusú eszközre telepíthetők, és egyformán jól kezelhetők a különböző anyagokkal és feladatokkal. Sajnos, ebben a világban általában nincs semmi univerzális és univerzális berendezés szerszámok vágására és még inkább. Ellenkező esetben a gyártók nem fordítanának időt és hatalmas pénzt a számításokhoz, a teszteléshez és a gyártáshoz. Ne feledje, hogy a "bal" lemez egyszerűen nem képes ellenállni az eszköz által létrehozott terheléseknek. Ez azt is jelenti, hogy a felhasználó, aki nem a gyártó által ajánlott szerszámot használja, drága berendezéseket és - különösen a saját egészségét - veszélyezteti.
Keresés
kapcsolódó cikkek
Hogyan készítsünk egy dohányzóasztalt: anyagok és eszközök, folyamat
Hogyan készítsünk dohányzóasztalt saját kezűleg? Lehet vásárolni egy kávézóasztalt a boltban, a választás most nagyon nagy. De nem szabad elfelejtenünk, hogy egy ilyen asztal költsége általában meg...
Hogyan telepítsünk egy kályhát a kádban saját kezükkel

A privát fürdő sok ember kívánsága. Ez nem meglepő, hiszen idők óta ez a melléképület nem csupán higiéniai hely, hanem szinte misztikus jelentőségű volt. Az idők azonban egyre többet tudnak látni, h...
Abesszíniai jól csinálja magát - hogyan kell csinálni (utasítás)

Kezdetben az abesszin kút nevét a feltaláló - Nortonovsky - nevezték el. Azonban hamarosan elfelejtették ezt az embert, és mivel az első ilyen kút volt Abyssinia telepítésénél, az ilyen vízforrások el...
Hogyan kell a falakat saját kezükkel tömíteni

A kiváló minőségű falak készítése a különböző befejező munkákhoz egyenlő, sima felület fogadása. Ehhez helyesen kell elvégezni a feltöltést és a tömítést. A kitöltés nem nehéz feladat. Itt a legfont...
Fából készült garázs csináld magad: ajánlások
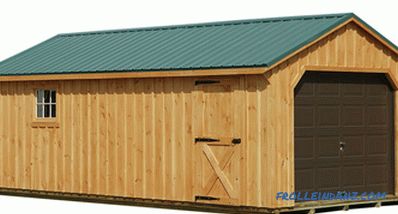
Teljesen lehetséges, hogy saját kezűleg, és meglehetősen rövid idő alatt építsünk egy fából készült garázst. Harmonikusan megvizsgálja a helyszínt, ahol minden más épület fából készült. Csak egy vá...