A profilcső hajlítása csak abban az esetben fordul elő, ha nem tud egy speciális szerszám nélkül megbirkózni a feladattal. A látszólag nem túl erős konstrukció ellenére a profilcső (téglalap vagy négyzet alakú), még kis falvastagsággal is, deformáció nélkül is képes ellenállni a jelentős terhelésnek.
Ezért gyakran használják kereteként különböző könnyű épületekhez. De ha szükségszerűen szükség van arra, hogy a profilcsőnek görbe alakú legyen, akkor tudnod kell, hogy helyesen hajlítsa meg sérülése nélkül.
Miért kell tudnom, hogy a

profilcső tulajdonságai, ellentétben egy kerek csővel, alakjában különböznek, amelyek többféle lehetnek:
- négyzet alakú,
- lapos ovális;
- téglalap alakú,
- ovális.
A GOST R 54157-2010 előírásai szerint egy kerek csövet is be kell vonni az alaptermékek listájába. Az üvegházak építéséhez azonban gyakran négyzet alakú formát használnak, mivel könnyebben hozzá lehet ragasztani egy bevonatot.
Ma a csőtermékeket széles körben gyártják. A keresztmetszeti terület, a konfiguráció és a falvastagság változik. Ez azt jelenti, hogy a cső hajlítását a legkisebb görbületi sugárnak nevezzük. Először is meg kell határozni a lapos kerek deformáció minimális sugárát. Ellenkező esetben a munkadarab nem „túléli” a hajlítást és a károsodást.
 Csőhajlítási opciók
Csőhajlítási opciók
A négyszögletes vagy négyszögletes cső legkisebb megengedett hajlítási sugárának meghatározásához tudnia kell, hogy profilmagasság (h), mivel:
- 2 cm-nél nagyobb magasságú csőhengerlés képes ellenállni a deformálódásmentes veszteségeknek a 3,5 * h és annál nagyobb szakaszokban; cm, amely képes elviselni a veszteségmentes deformációt a 2,5 * h hosszúságú területen.
Ezen határértékek alapján megkezdheti a gyártási folyamat tervezését a profilcsövekből, állványokból, szellőzőnyílásokból, ablakokból és ajtókból, valamint más termékekből. Néhány beállítást a falvastagság is végez.
Ha egy széles cső falvastagsága kisebb, mint 2 mm, akkor általában nem ajánlott hajlítani. Ebben az esetben előnyös a hegesztés használata.
Ha úgy dönt, hogy a szokásos alacsony szén-dioxid-tartalmú és szénacél ötvözetekből üvegházat készít, akkor kissé „felgyorsulnak”, vagyis visszatérnek eredeti helyzetükbe. Ezért a telepítés előtt minden ívelt ív újra kell ellenőrizni, és ha szükséges, hajlítsa meg a mintát.
hajlítási módok
 A formájú csövek hajlítása
A formájú csövek hajlítása A formázott cső kézzel hajlítható. (kézi csőhajlítóval), vagy speciális géppel. A módszert az alábbi főbb pontok alapján választhatja ki:
- , ha kis számú alakú csövet (1-től 5-ig) kell hajlítania, majd megkönnyíti a manuális kezelést,
- nagy metszetméretekhez csövek és jelentős falvastagság, profil-hajlító gépet kell használnia;
- egy kis görbületi sugár lehet kézzel vagy géppel elvégezni.
Ha nem tartja magát jelentős fizikai erővel, még akkor is, ha egy hosszú kar használatával erősíti azt, akkor jobb, ha nem vesszük figyelembe az opciót kézi csőhajlítóval.
Ezen túlmenően, ha nem fog hajlítani a csöveket egész idő alatt, akkor pénzügyi szempontból veszteséges lesz bármilyen speciális szerszám megvásárlása. Ebből a helyzetből kiindulva:
- kérjen segítséget a legközelebbi műhelytől, amely ezt a munkát végzi,
- gépet készít a profilcsövek hajlítására a hulladékanyagtól függetlenül;
- a csövek "csiszolóval" és hegesztéssel történő hajlításának módszerét használja.
Csőhajlítás az üvegházban

Itt két hajlítási módszert írunk le: fűtés és hideg módszer.
Fűtés
98 Mielőtt megkezdené az anyag deformálását a fűtés módszerével, töltse ki az üregét homokkal. Ez jelentősen növeli a feldolgozás minőségét, például a hajtás egyenletes lesz.Győződjön meg róla, hogy a vászon kesztyűt használja.
A munkafolyamat tehát a következő:
- A fa bárból 2 piramis dugót készíthet. Hosszúságuk nagyobb, mint az alapszélesség 10-szerese. Ami a dugó aljának területét illeti, a négyzet vagy a négyszögletes cső nyitásának kétszerese.
- Ezután próbálja meg a cső dugóit. Az egyiküknél szükség van hornyok kialakítására, hogy a gázok a fűtési folyamat során el tudjanak menekülni a csőből.
- Közvetlenül a hajlítási folyamat előtt a munkadarabot meg kell égetni.
- Most meg kell töltenie a cső belsejét közepes szemcsés homokkal.Összetételében teljesen ki kell zárni a kavicsokat és a kavicsot. Ehhez szitáljon minden homokot. Ha a homokban nagy frakciók vannak, akkor ezek hozzájárulhatnak a szabálytalan hajlítás megkönnyítéséhez. Emiatt a homokot 0,7 mm-es szitán kell átmásolni. Ha porszemcsék maradnak, akkor a cső felmelegítésekor belsejében zsugorodik.
- A homok tisztítása után, az egész tömeget 150 ° C-on kalcináljuk.
- Ezt követően a cső egyik végét egy dugóval kell megfogni, amelynek nincsenek csatornái a szellőzéshez. Helyezzen egy tölcsért a cső másik oldalára, és öntsön homokot az adagokra. Rendszeresen érintse meg a cső falát, hogy a töltőanyag jól tömörüljön. Ha egy fából készült kalapács hangja üres, azt jelenti, hogy a cső jól van kitöltve.
-
- záró csővel zárjuk le a csövet.
- A hajlítási helyet krétával kell jelölni.
- Most csavarja be a csövet egy sablonnal. Ha a csőnek van hegesztése, helyezze azt oldalra. A varrás mentén történő nyújtás nem ajánlott.
- A jelzett részt melegen melegíti, majd óvatosan adja meg a kívánt alakot a csőhöz. Fokozatos mozdulatokkal egy lépésben kell hajlítani.
- Amikor a munkadarab lehűlt, hasonlítsa össze a sablonnal. Ha minden ugyanaz, és nem kell megismételnie az eljárást, akkor kiégheti a dugókat, és kiöntheti a homokot.
Ebben a munkában nem lehet elkapni és sietni. A túlzott mozgás torzíthatja a munkadarabot. Ezen túlmenően fontos a biztonsági óvintézkedések betartása, mivel magas hőmérsékleten kell dolgoznia.
A csövek többszöri fűtése nem éri meg. Hőmérsékleti sokk hatására az anyag egyszerűen elveszti erejét, ami a legrosszabb, 800 ° C-ig a következő ragyogásnál felrobbanhat. Ezért mindent meg kell tenni az első alkalommal. Ebben az esetben képes lesz arra, hogy az üvegház építéséhez szükséges üres helyeket készítse el.
Hideg módszer

Lehetőség van a cső deformálására a fűtés nélkül. A hideg összecsukási folyamat töltőanyaggal vagy anélkül végrehajtható. Például, ha az anyag profilmagassága legfeljebb 1 cm, akkor a töltőanyag nem szükséges. Ha a cső vastag, akkor homokkal kell feltölteni. Meg lehet tölteni kolofonnal.
A jó alternatíva a rugó, amely közvetlenül a hajlítási szakaszra van felszerelve. A rugó kárára a hajlítási pontokon lévő anyag védve lesz a profilszakasz hirtelen változásától. Ez a cikk számos módszert ismertet a profilcső hideg módszerrel történő hajlítására.
Csőhajlító nélkül
 A csőhajlító használata
A csőhajlító használata
Mint már említettük, rugót használhat , és még egy fúvóka is. Ehhez Ø2 mm acélhuzalt készítsen. Ebből egy rugót készít, hogy szorosan illeszkedjen a csőbe. Opcionálisan vásárolhat csőhajlításra tervezett kész rugót.
Tehát a rugó be van helyezve a megjelölt helyre, és egy fúvóka melegíti.
Csőhajlító gép
 Csőhajlító gép
Csőhajlító gép
Egy ilyen eszköz többféle eszközt jelent: lehetővé teszi a cső más szakaszokkal történő hajlítását, mint az üvegházak, fészerek, otthoni üvegházak és egyéb szerkezetek, ahol fémszerkezet-elemeket használnak. A csőhajlítók két típusra oszthatók:
- görgő. Nagyon gyakran ezt nevezik - profilegibnek. A csöveket hajlított sima sugarak mentén hajlítják. A hajlítás a csőhengerlés elvén alapul.
- Hidraulikus karkar. Ez a technika lehetővé teszi a cső hajlítását a kívánt szögre. A speciális kar miatt a hajlító csövek könnyűek.
önmagában készített csőhajlító > Általában egy csőhajlító használata több előnnyel rendelkezik, ezek közül néhány van :
- Kisebb munkaerő. Elektromos meghajtású eszköz használata esetén az erőfeszítések általában nullára csökkennek.
- Nincs szükség hegesztési munkák elvégzésére, valamint további szerelvények használatára.
- A hajlítási technológiának köszönhetően a cső megtartja műszaki jellemzőit, és megakadályozza a gyűrődéseket és a laposodást.
- A késztermékek tökéletesen pontos alakot kapnak.
A legnehezebb a megfelelő gép kiválasztása. A választás függhet az alkalmazott csövektől, nevezetesen az anyagtól, amelyből készült. Például, ha rézcsőre van szükség, akkor elegendő egy kézi csőhajlító használata. De ha a profilcsőért beszél, akkor a hajlításhoz a legjobb egy görgős csőhajlító használata.
Kézi csőhajlító

A kézi csőhajlító olyan eszköz, amely lehetővé teszi egy bizonyos keresztmetszetű cső hajlítását fizikai erő alkalmazásával. A csőhajlító lehetővé teszi, hogy rögzítse a hajlítócsövet, hogy megkönnyítse az összes munkát, valamint kiválassza a kívánt hajlítási sugarat, a készletben lévő sablonokra összpontosítva.
A kézi csőhajlító munkájának meglehetősen magas fizikai összetettsége miatt általában csak egy hajlított alakú csövek létrehozására használják.
A hazai kézi profilegibek modelljei

A népszerű profilegibs egyike a PG-1 és PG-2 kézi gépek. Az első lehetőség egy meglehetősen mobil eszköz. Ennek következtében a hajlítási folyamat közvetlenül elvégezhető a munkahelyen. 40 * 40 mm-es csőméretet hajthatnak végre. Tervezés szerint a berendezés egy keretet és 3 görgőt tartalmaz, amelyek rá vannak rögzítve. Központi, és ő a nyomóhenger húzza a csövet. A kényelmes fogantyú lehetővé teszi, hogy a munkamenetet könnyen elvégezhesse.
 Profilegib PG2
Profilegib PG2 1A másik PG-2 modell esetében a tervezés erősebb. Ezen a gépen 30 * 60 mm-es csöveket hajlíthat. Szükség esetén ez a gép a csövet egy gyűrűre hajthatja.
 profil-elektromechanikus
profil-elektromechanikus
Egy speciális gépet, amely lehetővé teszi a csövek hajlítását anélkül, hogy jelentős erőfeszítéseket tennénk, nevezzük profilebomnak. Az egyetlen hátránya a magas költségek, így általában azoknak a munkában használják, akiknek a csöveket gyakran kell hajlítaniuk.
A gép használatával bármilyen profilcső hajlítási sugara elpusztulhat és deformálódhat.
A hajlítás fokozatosan és fokozatosan fordul elő, minden alkalommal egy kis hajlítási szögben, ami segít megakadályozni a hullámos szelvények megjelenését, amelyek szinte lehetetlen megszüntetni. Az ilyen típusú berendezések működtetésében a rándulások hiánya lehetővé teszi, hogy a csőfelület sima maradjon, mivel az egyik oldal összenyomása és a másik kiterjesztése egyidejűleg és nagyon lassan történik.
Az elvégzett munka minőségének javítása érdekében ajánlatos a profilcső teljes folyadékkal megtöltött hajlításának módját is használni. A jelen esetben megjelenő hidrosztatikus nyomás nem teszi lehetővé, hogy a cső falai hajlítva deformálódjanak. A folyadéknak a csőből történő kiöntésének megakadályozása érdekében speciális dugókat helyeznek a végére. Nagyon óvatosnak kell lennie annak biztosítására, hogy a cső teljesen tele legyen folyadékkal, légbuborék nélkül. Ezen túlmenően az ilyen csövek hajlítása szigorúan a középen, és nem a széleinél kezdődik.
"bolgár" és hegesztés
 Próbálja ki a bolgár
Próbálja ki a bolgár
ha meg kell hajlítania Erre a célra használhatja a "darálót" és a hegesztőgépet:
- Először is szükséges, hogy pontosan meghatározzuk a kívánt hajlítási sugarat egy sablon készítésével.
- Ezután a cső hossza mentén 5-10 centiméterenként a csiszolót három oldalról vágja le, mindig hagyja, hogy a cső azonos oldala sértetlen maradjon.
- Ezt követően a csövet a sablonhoz kell csatolni, és óvatosan és egyenletesen hajlítsa a kívánt alakra.
- Ezután csak a hegesztőgépet kell használni, és az összes vágást hegeszteni kell, ismét a cső integritását biztosítva.
- A hegesztés után meg kell csiszolnia a varratokat, és a csövet védőfestékkel kell lefedni a rozsdásodás megelőzése érdekében.
Mivel ez a technológia nem teszi lehetővé a profilcsövek gyors meghajlítását, ráadásul a darálóval és a hegesztőgéppel való készségre van szükség, ezt a módszert ritkán használják, és csak az egyes szerkezetek esetében.
Keresés
kapcsolódó cikkek
Hogyan tégla egy házat egy bárból: szerszámok, anyagok, technológia
A szakértők azt javasolják, hogy a ház megjelenése javuljon a téglából. Ez megoldja a másik problémát, amely az épület szigetelő tulajdonságainak javítása. A házból egy házból téglából minőségi sze...
Fa padló: ajánlások és jellemzők
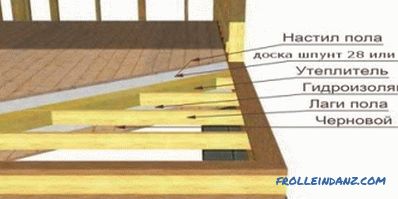
Talán nehéz megtalálni a környezetbarátabb, melegebb és tartósabb padlót, mint a fa padló. Nagyszerű, minden lakáshoz tökéletes. Különösen harmonikus lesz a természetes padló, szép bútorokkal, fest...
a színező készítmény előkészítése és kiválasztása

A modern építésű és javító rétegelt lemezeket gyakran használják, így a festék rétegelt lemez nagyon fontos kérdés. Ennek az anyagnak a sajátossága a termelés módszere. A gyártásához vékony furnérl...
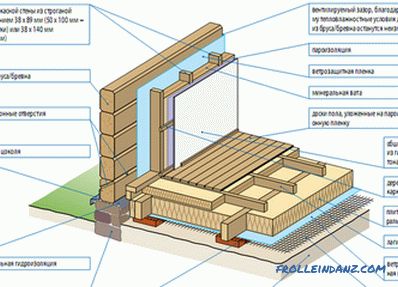
Keretház csináld magad: utasítások, fényképek, sémák, videó

A keretház könnyű és nagyon egyszerű, rövid idő alatt felépíthető. Az ilyen létesítmények egyre népszerűbbek. Az épületek a külvárosi területeken épülnek szezonális és állandó tartózkodásra. Az ilye...
A csatorna csövek földbe helyezése

Kényelmes környezet létrehozása a házban, szennyvíz nélkül nem lehet. Az ilyen rendszerek életünk szerves részét képezik. A csatornázás belső és külső részekből áll. Ebben a cikkben bemutatjuk, hogy...