A marógépet a termék felületén, szilárdan rögzített és álló helyzetben kell mozgatni. A kis analógokkal való kényelmes munkavégzés érdekében a szakértők azt javasolják, hogy saját kezével készítsen asztalt az útválasztó számára. Ezzel a kialakítással a gép állandóan rögzíthető, ami lehetővé teszi a munkadarab mozgatását, gyorsan eltávolítva a túlnyúlásokat és a feldolgozási végeket.
")
Egy speciális tábla az útválasztó számára szükséges az ezen eszközzel való munkavégzéshez.
Alapvető munka
A szakértők a következő típusú struktúrákat azonosítják:
- helyhez kötött,
- hordozható;
- aggregátum .
A rögzített szerkezet bármilyen művelethez használható, ha a telepítést szétszerelik. A marószerszám hordozható asztallapja megfelelő, ha az ilyen tevékenység szükségessége ritkán fordul elő. A javasolt kialakítás kényelme az, hogy könnyen mozgatható. Mielőtt eldöntené, hogyan készítsünk asztalt egy marószerszámhoz, meg kell ismernünk a termék alkotóelemeit:
")
A marógép méretei.
- ágy.
- Táblázat.
- Szerelőlap.
- Befogók és megállók.
A leggyorsabban és felesleges erőfeszítés nélkül egy marószerszámot készíthet a késztermék felhasználásával és rögzítőelemekkel, szorítókkal és megállókkal. Az ágy tartalmazza az asztallap keretét és felületét egy kézi útválasztó elvégzéséhez. Fa, MDF, forgácslap vagy fém profilokból készül. A szakértők a fémprofilok használatát javasolják. A csőcsatlakozások előnyösen csavarokkal vannak csavarva. Ilyen megoldás biztosítja a design nagy szilárdságát.
Az ágy mérete bármilyen lehet és a munkadarab paramétereitől függ. A keret alsó részét a túlnyúláshoz képest kb. 20 cm-rel mélyíteni kell, az ilyen szerkezetek egyik legfontosabb paramétere a magasság. A szakértők azt javasolják, hogy álljon 1 m magasságú állványra Ha szükséges, állítson be egy táblázatot állítható támasztékkal.
")
termelési folyamat A router táblázatos rajza.
A burkolat 25-40 mm vastag forgácslapból készül. A szilárd és sima anyag hozzájárul a munkadarab sima csúszásához és jól csillapítja a rezgést. A termék borítását a fenol műanyag kézi malmához készítheti. Ez az anyag tartós, tartós és könnyen kezelhető.
Az útválasztó legmegbízhatóbb és tartósabb asztallapjai alumíniumból készülnek. Ennek az anyagnak az előnyei:
- könnyűség,
- korrózióállóság,
- tartósság.
Az alumíniumot a munkadarabokon lévő fémjelek elkerülése érdekében burkolni kell. A következő lépés a szerelőlap lyukainak elrendezését foglalja magában. Ehhez meg kell vágni a lemezt (figyelembe véve a jövőbeli tervezési paramétereket). A kapott terméket a fedél közepén helyezzük el, így az elülső szélén 125 mm-es mélyedést kapunk. Ezután nyomon követheti a kontúrját. Készítse el a jelölést, és helyezzen egy kivágott vonalat a kontúr belső szélére.
")
Táblázat tervezése marógéphez.
A lyukat fúrógéppel fúrják. A lemez kétoldalas szalaggal van felszerelve a kontúr belsejében. Ezután rögzítse a vezetősíneket egy szorítóval, helyezze be a kartoncsíkot. Hasonló betéteket és lemezt távolítunk el. A következő lépésben egy másoló marószerszámot szerelünk fel, amelynek felső csapágya a csapágyban van. A marási mélységnek 3 mm-nek kell lennie.
A termék kiegyenlítéséhez dió szükséges. Javasoljuk, hogy 6 mm mélységű és 11 mm átmérőjű furatokat készítsen a sarkaiban. A dió nem nyúlhat ki. A csavarokra szánt lyukak közepén a lyukakon keresztül a csavarok számára is kialakíthatók.
A fék és a fésű készítése
Egy egyenletes megálláshoz szükségünk van az éles élezésre. Először vágja le az ütközőt és annak alapját (12 mm széles és 25 mm hosszú). Ezután a hosszanti analóg valósítható meg. A kész burkolat hossza 1 mm. Fűrészelt fókusz. A kirakós játék segítségével 38x38 mm-es kivágást végezhet. Az ütközőt az aljzathoz ragasztják és szorítókkal rögzítik. A következő lépésben két darabot készítünk a véglemezhez (19x120x190 mm paraméterek). Az eredményül kapott részeket egy blokkba kombináljuk, scotch szalaggal. A munkadarab tetején helyezze el a jelölést. A vágás megtörténik, a széle megőrül. A termékben 6 mm átmérőjű lyukat készíthet.
")
A maróasztal fedelének rajza.
A véglemezeket elválasztjuk és a véghez ragasztjuk. Szükséges az élek igazítása, az utolsó elem elülső oldalára fókuszálva. A ragasztás szorítókkal van rögzítve. Átmenő lyukak készülnek a lemezekbe, amelyekbe a csavarokat csavarják. Egy hornyos tárcsát használva a tartóban egy horony van levágva.A fúvóka felszereléséhez le kell vágni a kendőket. Az utolsó elemeket a kapocshoz rögzítik. Ha a ragasztó száraz, akkor meg kell találni a rögzítők furatainak középpontját.
A szorító fésű készítéséhez egy 19 mm vastag, egyenes rétegű juharfalra van szükség. A tányér méretei 51x457 mm. A gép szög fókusza ferde, 30 ° -os szöget zár be. A munkadarabon átlós vonalak költenek, ami 67 mm-es végeket ér. A gépbe állítsa a lemez vastagságát 3 mm. Az asztal fölé 50 mm-es magasságra kell emelni. A hangsúlyt a lemezről 2 mm távolságban távolítják el. A bizottság visszavonta. A munkadarabot 180 ° -kal elforgatják. Ezután mozgassa a hossztámaszt 5 mm-re. Mindkét végén új vágásokat végez. Hasonló művelet megismétlődik 45 mm-es lépésekben.
")
A maróasztal fedelének rajza.
A hosszirányú megállás telepítése után a fűrészlap 25 mm-es magasságba kerül. A munkadarab széle a kívánt szélességre van fűrészelve. A klipekben 7 mm átmérőjű furatokat készítenek (a felfüggesztés felszereléséhez). A párhuzamos vonalak jelzik a rés lyukak széleit. Elektromos kirakós játékkal kivághatók. A szorítószerszámokat csiszolópapírral őröljük.
7 mm-es lyuk van a záróelemek közepén. A blokkokat őröljük és a széleihez rögzítjük. Ez a technológia megakadályozza, hogy az első elemek elforduljanak a lapok adagolásakor.
A nyomásfésű nyomásának beállításához az első lemez hossza 3 mm-rel rövidebb legyen, mint a többi analóg.
A beállítási folyamat során a rövidített részt a munkadarabhoz nyomjuk. A fésű a főszerkezethez csavarral van rögzítve.
Az asztallap alapja
Az adott hosszúságú esztrichek és lábak 25 mm széles szélességűek. A fűrészlap 12 ° -kal megdönthető, a lábak szélein és az esztrichek szélein levágva a szögeket. A szakértők azt javasolják, hogy előzőleg vágja le a hálózati kábelt.
A kötések a lábakhoz vannak ragasztva és szorítókkal vannak rögzítve. Az első elemeken keresztül a vezető lyukakat fúrják, csavarokat csavarnak be őket. A bilincsek eltávolításra kerülnek. A tápkábel csíkja az esztrichhez van ragasztva és rögzítőelemekkel van rögzítve. Az összeszerelt lábakat 220 csiszolópapírral kell csiszolni. A munkapadra fordított fedél van elhelyezve, amely az összeszerelt lábakat ráilleszti. A rögzítőszerszámokat a 19 mm vastag juhar egyenes rétegű lemezből lehet vágni.
A következő lépés a táblázat összeszerelése. Ehhez meg kell fordítania a keretet, amelyhez az asztallap csatlakozik. A felület sarkán 2 rögzítőelem legyen. Az élek mentén az utolsó elemeket 50 cm-es lépésekben csavarják be. A beszerelés után meg kell tenni egy lyukat, amely megegyezik a marógép talpának alakjával. Az összes részlet kombinálásával folytathatja a tárgyalási munkát, hogy felmérje a szerelvény minőségét és szükség esetén javítsa ki.
Nem találta a választ a cikkben? További információ a témáról:
-
")
Hogyan készítsünk fapadlót a földön?
Fapadló a földön: a bevonat eszköze, a szükséges anyagok és szerszámok. A munkaszakaszok műszaki jellemzői. A saját kezed felszerelésének folyamata.
Keresés
kapcsolódó cikkek
Beépített szekrény do-it-yourself: jellemzők

A beépített szekrények már régóta vendégei a legtöbb apartmanban. Helyet takarítanak meg. Különböző elemeket hozhatnak. Nem kell ruhát vagy cipőt használni. A háztartási cikkeket vagy ételeket itt...
A ház kerete a profilcsőből magának teszi

Az acélcsőprofil a különböző kategóriák szerkezeteinek felépítéséhez használt legvonzóbb anyagok kategóriájába tartozik. A profilok különleges vonzereje számos figyelemre méltó tulajdonság jelenlété...
Hogyan készítsünk földet a lakásban
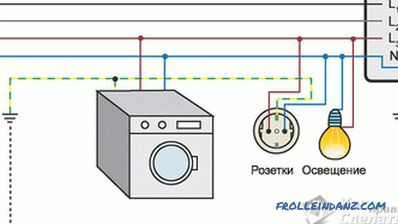
Az emberi élet biztonságának biztosítása érdekében kifejezetten az elektromos berendezések földelésére szolgáló rendszert fejlesztettek ki. A földelés önmagában egy földhuzal, amely viszont földelőp...
Tetőfedő rendszer (fénykép és videó)
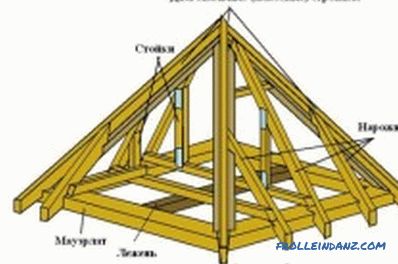
A magánépítésben a legnépszerűbbek tetőtáblák és sátor formájában készültek. Gyakran előfordul, hogy az ilyen típusú tetőfedő tetőtérben lakóhelyként vagy bizonyos dolgok raktáraként használják, am...
Bélés típusai - profiltípusok, fokozat, méret

A fa belső és külső díszítésére való felhasználás számos módja határozza meg a piacon jelenlévő számos anyagot, amelyek mindegyike fajtákra, fajtákra és osztályokra oszlik. A bélés fajtái, vékony gy...