Gyakran a háztartás elektromos berendezést használ, például fúrót. Minden tulajdonos tudja, milyen megbízható az asszisztens. A szükséges helyeken könnyedén fúrja a különböző átmérőjű lyukakat. Ez csak a fúrásoknak köszönhető. Működés közben a fúrónak szüksége lehet élezésre. Vannak, akik úgy döntenek, hogy egyszerűen felváltják őket újak vásárlásával. De a legtöbb esetben a régi fúrógép visszaállítható. Ebben a cikkben elmagyarázzuk, hogyan kell megfelelően élesíteni a fúrót. Tekintsük a fafelületekre, a fémre és a betonra fúró fúrások különbségeit.
Ami szükséges a fúrógép élesítéséhez otthon
Nem számít, hogy milyen anyagokat használnak a fúrógép, előzetesen elő kell készíteni a következő szerszámot és anyagot:
- Biztonsági szemüveg.
- Víztartály.
- Fúró.
- Csiszolókorong vagy élezőgép.
 élezőgép
élezőgép
A legtöbb esetben Ø16 mm-es fúrószárakat használnak otthon. Ezért az ilyen fúrások élesítése során nehezedjen különleges nehézségek. A legfontosabb, hogy megértsük ezt a folyamatot.
A spirálfúró élezése
A fúrók esetében rendkívül ritkán kell élesíteni. Ez nem mondható el a fúró fémről. Egy ilyen fúrónak mindig élesnek kell lennie. Honnan tudhatom, hogy egy fúrónak élesítésre van szüksége? A fúrás kezdetén jellegzetes csíkot bocsát ki. A kopott fúró gyorsan felmelegíti a terméket. Általánosságban, a fúrók speciális gépeken élesednek, otthon, használhatunk apró köszörűgépet kővel. Szóval, hogyan kell megfelelően élesíteni a fúrót a fémhez? Az élezés módja és típusa közvetlenül függ a fúró hátoldalának szükséges alakjától. Például:
- egy sík.
- Két sík.
- Kúpos.
- Henger alakú.
- Csavar.
 19 spirálfúró Mindenesetre a fúrógép élezése a hátoldalon történik. Két fog élesedik. Ha úgy dönt, hogy manuálisan csinálod, akkor elég kényelmetlen lesz. Továbbá rendkívül nehéz lesz a hátsó felület és a szög kívánt alakjának kézi megtartása. > A fúró sík élezése
19 spirálfúró Mindenesetre a fúrógép élezése a hátoldalon történik. Két fog élesedik. Ha úgy dönt, hogy manuálisan csinálod, akkor elég kényelmetlen lesz. Továbbá rendkívül nehéz lesz a hátsó felület és a szög kívánt alakjának kézi megtartása. > A fúró sík élezése Az egy sík élezésre jellemző, mert a toll hátulja egy síkkal rendelkezik. A hátsó szög átlagosan 28-30 °. Élesítéskor a fúrót úgy kell rögzíteni a körhöz, hogy a vágó része párhuzamos legyen a körhöz. Ugyanakkor a fúrót nem lehet elforgatni és mozgatni. A kézi élezésnek ez a módja hátrányos: a fúróél vágószéle ki van vágva. Ugyanakkor a fúrógéphez a Ø3 mm a kézi élezés legegyszerűbb módja.
 Kúpos módszer
Kúpos módszer
Ha a fúrót Ø3 mm-nél nagyobbra szeretné élesíteni, válasszon kúpos módszert. Bár ez az eljárás nehéz őrölni, lehetséges. A jobb oldalt a fúrónak kell a farokba vennie, a bal oldali rész pedig közelebb van a szívó kúphoz. A fúrógépet a vágóél és a hátsó felülete köti össze a csiszoló kő végfelületéhez. A jobb kezedben enyhén meg kell rázni, ezáltal kúpos felületet képezve a széleken. A kézmozdulatoknak sima és lassúnak kell lenniük, a kezeket nem szabad szakítani a kőből. A második toll élesítéséhez az eljárást meg kell ismételni.
 A fúró élezési szögének diagramja
A fúró élezési szögének diagramja Az élesítési folyamat során kívánatos, hogy a fúró gyárilag megőrizze a fúrót. Ezzel megtakaríthatja a kívánt hátsó szöget.
Mi a célja ennek a pontnak? A vetőgép élettartama a rake szögének csökkentésével növekszik, és a vágóél szöge növekszik, mindez növeli a fúrószerszám ellenállását. A keresztirányú szél szélessége automatikusan kisebb lesz. Ez a perem nem fúrja a fémet, de csak a középső részből kapja meg. Ha lehetséges, finomhangolhatja a fúrót. Ezzel az eljárással a forgácsolást az élezés után eltávolítjuk. Tehát a fúrók sokkal hosszabb ideig fognak szolgálni. Ehhez használhatunk szilíciumkarbidból készült őrlőköveket egy bakelit kötésen, M3-CM1 keménységű, 5-6 szemcseméretű, 63C-os kőből. Ezenkívül az elbor LO csiszolókorongját 6-8 szemcseméretű bakelitcsomóba lehet vinni.
Hogyan élesített a győzelem
 élesen mutatott győzelemre
élesen mutatott győzelemre
Általában győztes Betonfúrógép. Élesítésre is szükség lehet. A fúrási folyamat során a tompa fúró nagyon forróvá válik, és ennek következtében jellegzetes sikoltozó hangot adhat. Ha szeretné megtakarítani az új vásárlást, akkor megpróbálhatja magát a fúrógépet élesíteni. Elég felkészülni erre:
- Élesítő gép gyémántkerékkel.
- hűtőfolyadék.
Ha a fúrószerszám forgácsoló részén a forrasztás 10 mm magasságú, akkor élesítheti a fúrót.
A legszegényebb fúró élesítési mintája
Fontos figyelembe venni egy ismert tényt, mint a keményebb anyagot, minél alacsonyabb az élezési sebesség. Pókerfúrónál csak meg kell javítania a lazított éleket, így az élezése gyors lesz. A folyamat során fontos, hogy ne rohanjunk, különben fennáll a veszélye annak, hogy a fúró felesleges felületét nyalja. Élesítse meg a vetőgép első felületét. Abban az esetben, ha a forrasztás már stochna a fúró alapja felé, egy pontra lesz szüksége. A forrasztási középpont vastagsága kisebb volt, ugyanakkor szükséges az elülső felület aláásása. Az élezés után mindkét vágófelületnek azonos méretűnek kell lennie, különben a lyukak egyenetlenek és nagyobbak lesznek. A pobedit fúrás élesítésének folyamatában fontos, hogy 170 ° -os szöget tartsanak fenn, különösen akkor, ha az anyag elég kemény.
1 19. Pobeditovoe fúró
19. Pobeditovoe fúró Élesítés közben nem szabad túlmelegedni. A karbid betétek le tudnak húzódni, és a felület megrepedhet. Ezért az eljárásnak alkalmanként vízzel vagy olajjal kell hűteni a fúrót.
Tehát figyelembe vettük a faanyag, a beton és a fém fúrásának alapelveit. Megoszthatja észrevételeit!
Videó
Az alábbi videók megtekintésével megtanulhatja, hogyan kell élesíteni a csavarfúrókat. Ez a négy részből álló video bemutató részletezi az élezési technológiát.
A vetőgép hátsó felületének feldolgozása:
A fúróhüvely varrása:
Élesítési technológia a kis átmérőjű fúrókhoz , karbidfúrók és mások:
Keresés
kapcsolódó cikkek
Hogyan telepítsük a szarufákat a tetőn

A ház építése nem könnyű feladat. Ez a kijelentés nyilvánvaló és érthető mind a professzionális építő számára, mind az a személy számára, aki csak felszínesen ismeri a kérdést. Ebben az esetben ninc...
Képernyő alatt a fürdő saját kezűleg + fotó
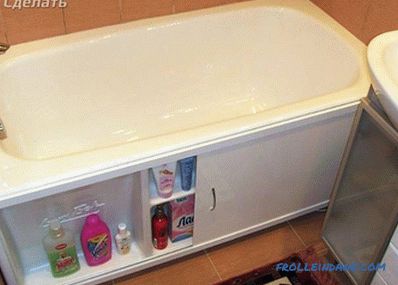
Ha fürdőt állít be, akkor valószínűleg már gondoltam arra, hogy elrejtse az összes kommunikációt az alatt. Az egyik lehetséges lehetőség - tegye a képernyőt. Általában ez a kialakítás csak a fürdősz...
Gyermekszoba skandináv stílusban

A gyermekszobák helyes rendezése nem könnyű feladat. A felesleges luxus elérése egyáltalán nem nehéz, de aligha szükséges a tér kis lakosai számára. Szerencsére a praktikus és stílusos belső terek...
Hogyan kell a nem szőtt tapéta helyes és hatékony ragasztását + Video
A nem szőtt tapéta kiváló befejező anyag, amely kielégíti a legigényesebb vásárlót. A nem szövött tapéta sűrűsödött szerkezete ideális esetben a falak kisebb hibáit maszkolja. Ezért a falak előzetes...
Hogyan készítsünk saját bútorokat a folyosón: anyagok és eszközök

Egy új bútor kiválasztása a teremben, mindenki azt akarja, hogy megfeleljen az összes igénynek, szép, nem terjedelmes, tágas, megfizethető és kiváló minőségű anyagokból készült. A folyosók jellegze...